

等截面薄壁軸承的加工難點
等截面薄壁軸承具有質量輕,結構緊湊,慣性矩小等優點,廣泛用于工業機器人、航空飛行器、航天衛星、醫療等高端產品領域,且市場規模逐漸增大。但等截面薄壁軸承的截面積較小,使其徑向壁厚很小,剛性差,極易產生較大的徑向變形,因此,套圈在車削加工、熱處理、磨削加工等諸多工序中,為了防止套圈圓度、平面度超差,出現橢圓、棱圓以及端面翹曲變形等缺陷,需要采用特殊的手段對軸承套圈進行保護性加工。
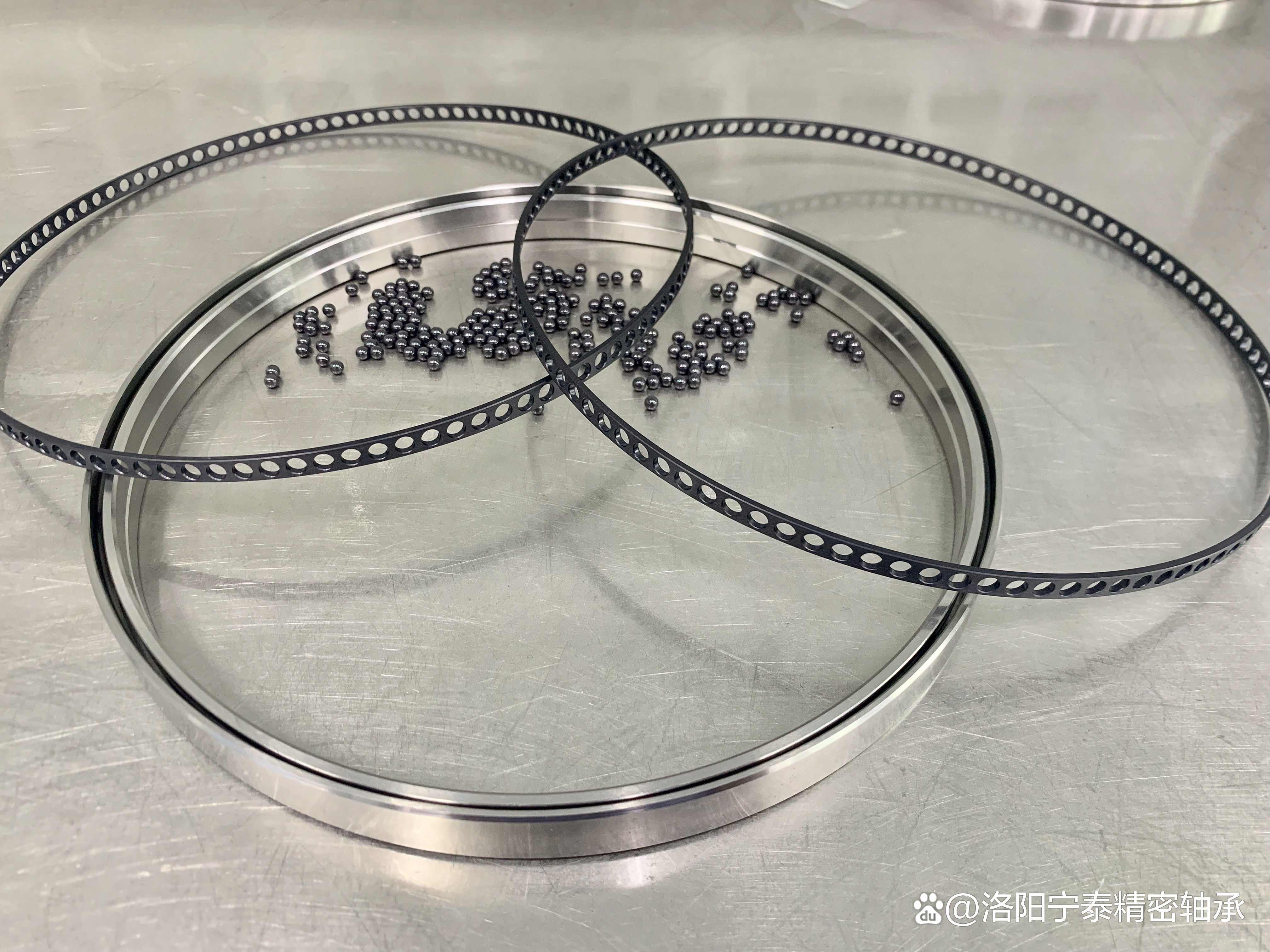
等截面薄壁軸承顧名思義壁厚較小,工程實踐中,將零件的直徑與壁厚之比大于15的零件,稱為薄壁零件。軸承行業通常用內、外套圈壁厚系數K(外圈外徑尺寸與外溝徑尺寸之比 D/De、內圈內溝徑尺寸與內徑尺寸之比 di /d)來量化,當1.04<K≦1.14時, 稱為薄壁軸承。

等截面薄壁軸承
薄壁軸承的加工難點和解決措施:
1、在鍛造工序
對于大尺寸和長徑比小的薄壁軸承套圈,采用兩件或兩件以上合鍛的方法生產,粗磨工序后再采用線切割的方法將套圈分離,以降低鍛造工序的加工難度,減小套圈變形和端面加工余量,節省原材料,提高生產效率。
2、車加工工序
車加工工序中,主要是夾緊定位、切削力過大、夾具設計不合理、切削熱變形和切削過程中的振動影響加工精度。為減小由于車加工應力過大而產生變形,采用較大包絡圓接觸面積且未經淬火的鋼制軟爪夾持套圈進行粗車,如采用多點夾緊卡盤(十二點夾或者二十四點夾);改變定位夾緊方案(改徑向夾緊為端面定位壓緊方式);調整工藝參數(高速切削、小背吃刀量、刀具較大的主偏角、較小的刀尖圓弧半徑、合理選擇切削液等)。粗車后增加一次附加回火,以消除應力。之后軟磨端面,再對套圈進行精車。
3、熱處理工序
熱處理過程中,套圈內部組織產生相變,主要由奧氏體轉變為馬氏體, 密度變小, 體積膨脹,產生組織應力;另外,套圈從高溫( 薄壁產品一般為 830~845 ℃ ) 的膨脹狀態迅速淬火冷卻,產生熱應力。當這2 種內應力超過材料屈服極限時,材料將發生性的塑性變形。通常采用壓模淬火控制變形,對沒有條件壓模淬火時,且淬火后對外徑變形過大超過工藝要求的套圈,采用整形后再進行回火的方法加以校正,使其控制在工藝要求范圍內。
4、磨削
磨削中主要是:選擇合適的磨削設備、加工方法和磨削工藝參數。如采用帶加強圈的方法,“一拖二”的結構進行加工;磨削外徑面采用多次精細調整機床的方法;工序過程中增加回火穩定處理等,保證套圈的磨削質量滿足工藝要求。
薄壁
免責聲明:本站部分圖片和文字來源于網絡收集整理,僅供學習交流,版權歸原作者所有,并不代表我站觀點。本站將不承擔任何法律責任,如果有侵犯到您的權利,請及時聯系我們刪除。
- 上一篇:等截面薄壁軸承在醫療器械中的應用
- 下一篇:薄壁角接觸球軸承安裝步驟




 電話
電話 留言
留言